吴江市通达胀管器厂
地 址:江苏吴江市同里镇北环路群益工业区
电 话:0512-63320051
传 真:0512-63321251
手 机:13606255671
E-mail:wjtdzg@163.com
网 址:www.wjtdzg.com
联系人:缪菊林 (13606255671)
金留弟: (13814550003)
|
|
|
| 胀管器的胀管过程 |
| 返回上一页 |
【影响胀接质量的因素】
1、管子与管板材料的强度及选择 2、管子与管板结合面的情况 3、管壁的厚薄;管板的厚度
4、管板孔径与管子外径的间隙 5、管口翻边胀与直筒胀 6、板孔结构(板孔内开槽)
7、胀管深度 8、胀管速度的快慢 9、润滑油的有无及材料选择
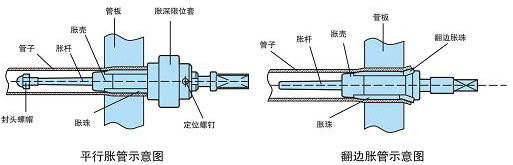
【胀管器的主要胀管方式】
胀管器的胀管方式主要有二种:一种是直筒胀管,又叫“平行式”胀管。一种叫翻边胀管,又叫“K型”胀管。
胀管器的选择方法及注意事项
客户选购胀管器时,应提供被胀管的材质、管外径、管壁厚、胀管所需的胀深(或管板的厚度)。如:管外径×管壁厚度×实际胀管深度
通常胀管深度为管板厚度的75%~100%,但如果管子壁厚在3mm以上,或胀管深度有特殊要求时,不受该数据的限制。如厚壁大钢管(δ>4mm时)胀深可以超过管板厚度。
只有内径≥Φ19mm以上的管子,才可使用五珠胀管器。壁厚0.5、0.7mm以下的钛管、不锈钢管、紫铜管或铝管必须使用五珠胀管器。
如管板厚度超过 60mm,用户可考虑施行分段胀管的方法,因为通常胀深在 50mm 以内有效,超过50mm 胀深,效果降低且胀珠易胀断。分段胀管是将胀管过程分为二次,第一次利用深孔胀管器(或调节式胀管器)胀管板的里部又称为贴胀或松胀,第二次是用普通胀管器(或调节式胀管器)胀管板的外口部,又称紧胀或强胀。 |
|
|
|